Discover tailored solutions built for performance and reliability.
Connect with usDiscover our wide range of HVAC products designed to provide optimal comfort, energy efficiency, and reliability for every space. Whether it’s heating, cooling, or ventilation, we have the perfect solution for your needs.

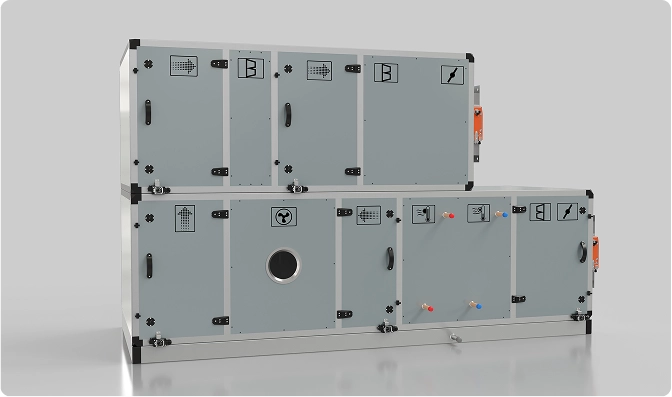
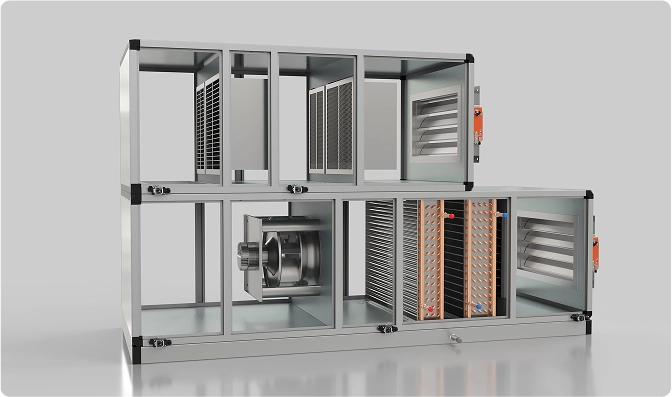
We offer custom-made Air handling units (AHUs), engineered specifically for the stringent requirements of the pharmaceutical industry. Every AHU we build is tailored to your facility’s unique operational and regulatory needs - ensuring unmatched air quality, energy efficiency, and system reliability.
Learn more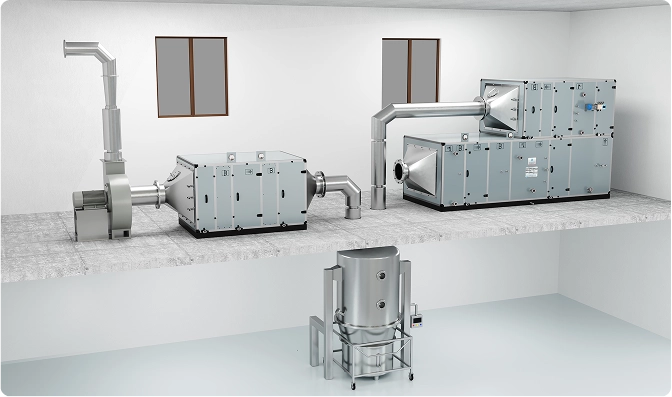

The Air Processing Unit (APU) plays a critical role in pharmaceutical granulation processes, ensuring optimal air quality and precise temperature control for equipment such as Fluid Bed Dryers (FBD) and Coating machines. The APU delivers conditioned, filtered and temperature-regulated air and also product quality, batch consistency and full compliance with cGMP and regulatory guidelines.
Learn more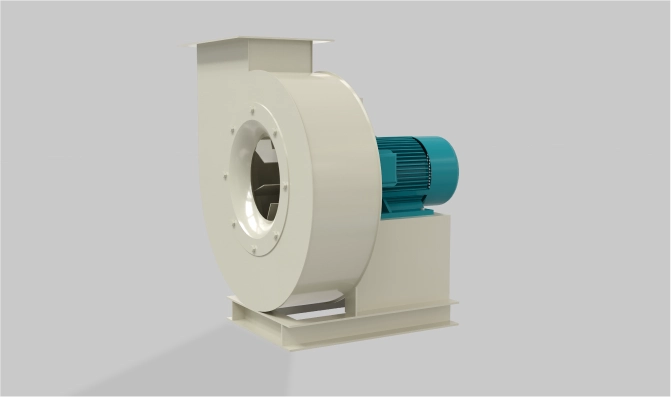
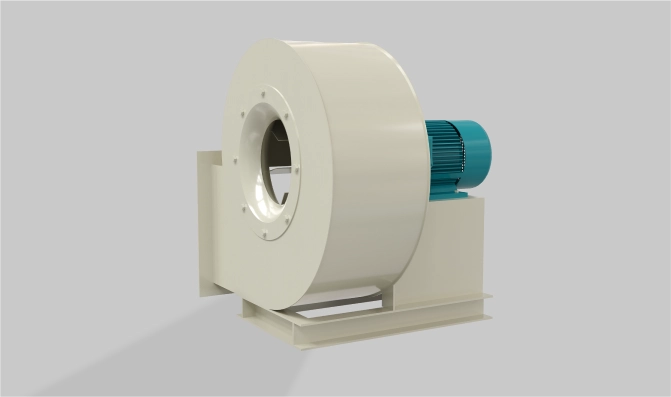
DJK offers the SWSI backward curved/radial blade non-overloading centrifugal blower, perfect for general HVAC applications. Engineered for efficiency, it delivers clean air at moderate to high pressure, with capacities from 800 CMH to 160,000 CMH and static pressures between 50 mm WC and 1000 mm WC. Reliable and performance-driven, it ensures optimal airflow management.
Learn more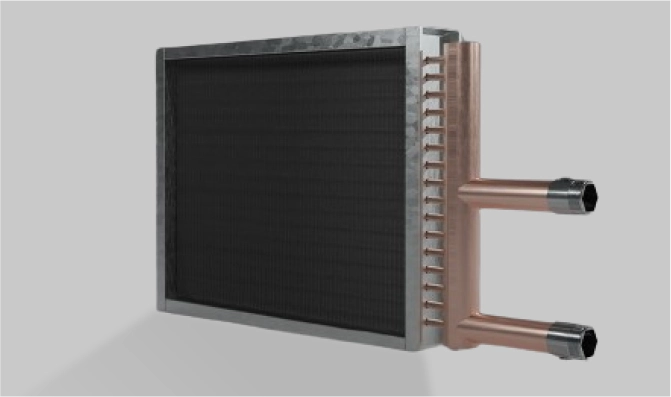
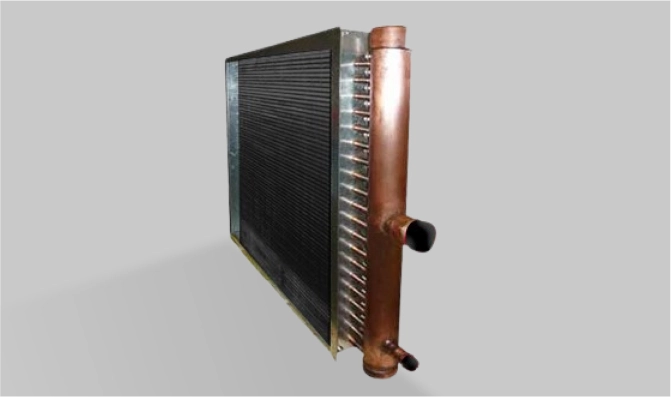
Our wide range of heat exchangers and coils are selected using computerized selection program to obtain psychometric efficiency with low air and water pressure drop. We offer plain or inner grooved copper tubes in 1/2”, 5/8” and 3/8” diameter - with wall thickness, fin spacing, row depth and circuiting combinations as per requirements. High quality aluminum coils in plain and hydrophilic-coated options with fin spacing from 8-14 FPI.
Safeguard your products, enhance production, and minimise risk with our precision-engineered HVAC solutions for the pharmaceutical and food industries.