Discover tailored solutions built for performance and reliability.
Connect with usDJK offers custom-made wide-area air handling units exclusively for the pharma & health care industries and clean room applications.


Our Air Handling Units (AHUs) are engineered to deliver optimal indoor air quality, superior energy efficiency, and exceptional reliability. Designed to meet the diverse needs of commercial, industrial, and residential spaces, our AHUs combine cutting-edge technology with robust construction to ensure your space remains comfortable and healthy.
Each AHU is 100% custom-built to meet the unique specifications and operational needs of the customer.
Our AHUs feature innovative thermal break profiles and specially engineered panels that conform to international leakage class standards, ensuring airtight performance.
Built with high-grade aluminum profiles and custom-designed coving, our units offer superior resistance to corrosion - ideal for pharmaceutical environments.
Choose from wide range of materials including SS-304/316, Galvanized Steel (120/270 GSM), Galvalume, and other industry- approved options to match your application and budget.
Our AHUs control airborne particles, dust, and microorganisms with low-pressure-drop particulate air filters, helping maintain sterile environments.
A uniquely designed multi-slope drain pan ensures quick and complete drainage, promoting hygienic operation and reducing the risk of microbial growth.
Double-skin panels are PUF-injected and CFC/HFC-free, offering enhanced thermal insulation while supporting environmental sustainability.

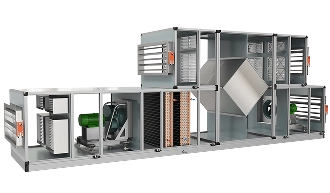
DJK offers high-efficiency Heat Recovery Units designed specifically for the pharmaceutical industry, helping reduce energy consumption while maintaining cleanroom standards.
Know more
Smart AHU (Air Handling Unit) efficiently manages airflow, temperature, and humidity for optimal indoor air quality. With an integrated control panel, it operates seamlessly without needing a Building Management System (BMS), ensuring easy installation and energy efficiency.
Know moreOur packing, dispatch, installation, and maintenance process ensures efficient handling of our product.
We pack each unit firmly and securely, tailored to customer requirements — whether in fully assembled, semi-knocked-down, or completely knocked-down condition. Timely dispatch ensures smooth delivery, and our expert installation team installs on-site, ensuring proper setup and functionality.
Safeguard your products, enhance production, and minimise risk with our precision-engineered HVAC solutions for the pharmaceutical and food industries.