Discover tailored solutions built for performance and reliability.
Connect with usOur Air Processing Units are designed not only to control temperature but also to offer highly accurate humidity control, essential for maintaining product quality and process stability in Pharma Manufacturing.
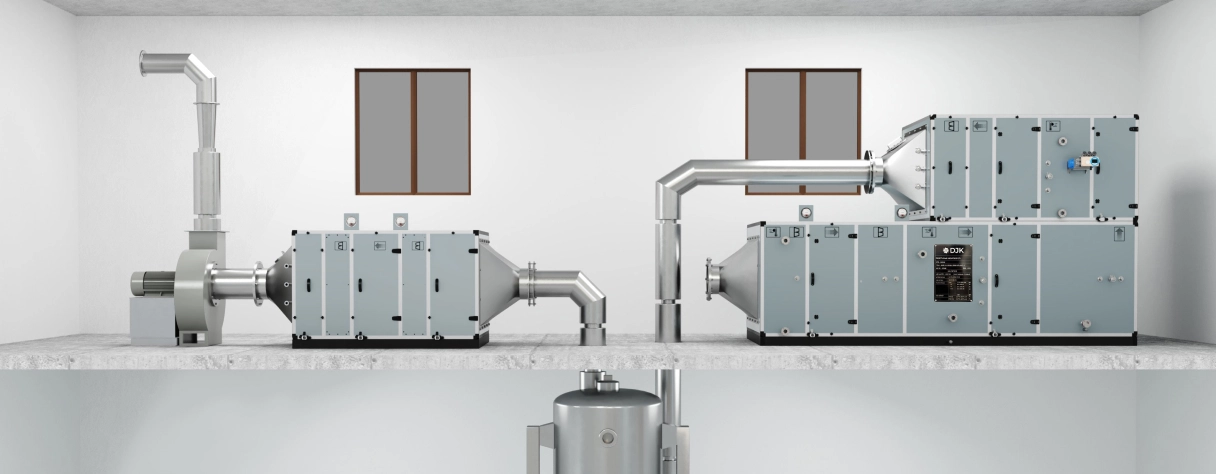
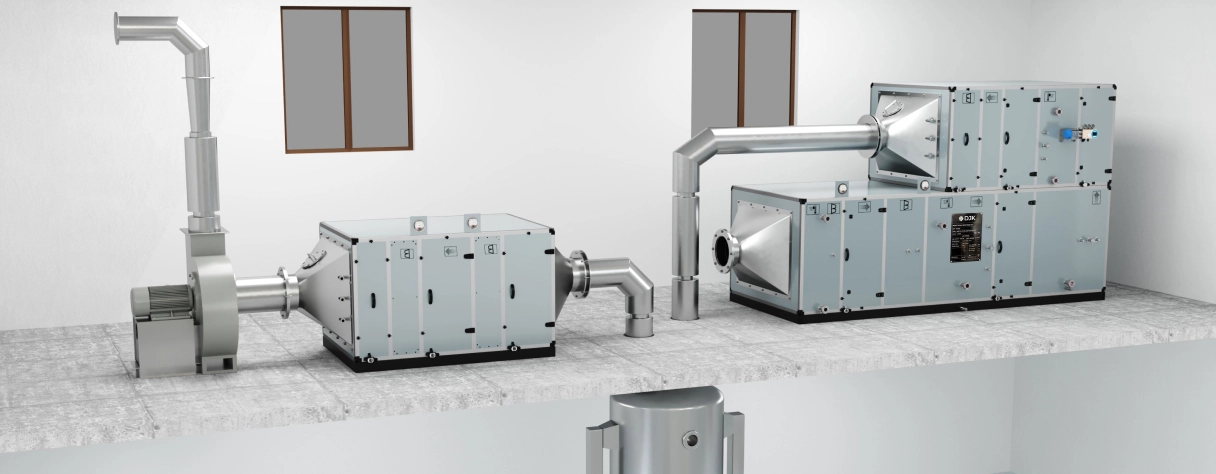
An Air Processing Unit (APU) is designed to deliver highly filtered air, high-temperature control, and precise humidity regulation, meeting the stringent requirements of pharma granulation processes.
Designed for applications like Fluid Bed Dryer and tablet coating systems, our APUs ensure precise control of temperature, humidity, and air cleanliness, meeting stringent GMP standards. Customizable with dehumidification or humidification modules, they offer reliable performance for high-demand processes.
Rigid frame construction with anodized aluminium profiles ensures corrosion resistance and easy cleanability. Coving design supports GMP compliance and reduces contamination risks.
50 mm thick panels filled with glass wool or PUF, providing excellent thermal insulation and structural durability.
Heavy-duty base provides strong structural support for continuous and vibration-free operation.
All internal contact parts are made of SS 304 or SS 316, ensuring high corrosion resistance and easy maintenance in sterile environments.
Equipped with Chilled Water Coil/DX coil/Brine Coil for effective air dehumidification and temperature control. Fitted with Electric Heater/ Steam Coil for precise air temperature regulation.
Equipped with Plug Fans/ High Efficiency Centrifugal DJK fans generating static pressures exceeding 250 mm.


Our APUs integrated with Desiccant Dehumidifier for moisture sensitive formulation, engineered to achieve dew points as low as -25 ̊ C, ensuring strict control over moisture content even in high ambient humidity environments.


For efficient humidification, our APUs equipped with high efficiency steam dispersion tube for rapid steam absorption to achieve desired humidity over a very short distance which is especially beneficial for processes requiring controlled moisture addition without compromising air quality or process conditions.
Our packing, dispatch, installation, and maintenance process ensures efficient handling of our product.
We pack each unit firmly and securely, tailored to customer requirements — whether in fully assembled, semi-knocked-down, or completely knocked-down condition. Timely dispatch ensures smooth delivery, and our expert installation team installs on-site, ensuring proper setup and functionality.
Safeguard your products, enhance production, and minimise risk with our precision-engineered HVAC solutions for the pharmaceutical and food industries.