Discover tailored solutions built for performance and reliability.
Connect with usOur Smart AHU is an advanced air handling solution with an integrated control system for real-time monitoring and seamless automation.

DJK’s Smart AHU is designed to simplify air handling by combining control, monitoring, and automation in a single unit. It automatically regulates airflow, temperature, and humidity to maintain consistent indoor conditions. The system connects easily to automation platforms via BACnet or Modbus and can be accessed remotely through smartphones, tablets, or computers. Key parameters like temperature, humidity, airflow, filter status, and fan speed can be monitored and adjusted in real time — helping to improve energy efficiency, air quality, and reduce maintenance costs.
Built-in smart controls allow the AHU to operate independently, managing all key functions without the need for external systems.
Easily integrates with building automation systems via BACnet or Modbus for seamless centralized control.
Continuous system monitoring helps detect issues early, reducing downtime and minimizing service requirements.
Optimized control algorithms and demand-based operation significantly lower energy consumption and operating costs.
Monitor performance and make real-time adjustments from any location using PCs, tablets, or smartphones.
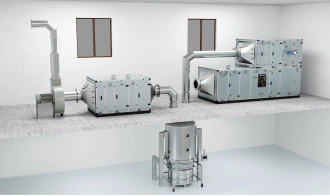

The Air Processing Unit (APU) plays a critical role in pharmaceutical granulation processes, ensuring optimal air quality and precise temperature control for equipment such as Fluid Bed Dryers (FBD) and Coating machines.
Know more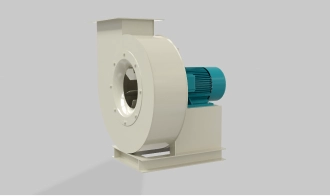
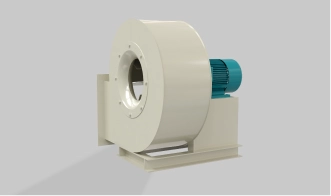
DJK offers the SWSI backward curved/radial blade non-overloading centrifugal blower, perfect for general HVAC applications.
Know more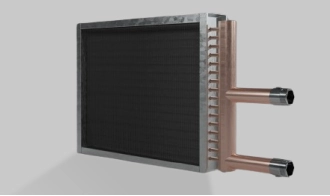

Our wide range of heat exchangers and coils are selected using computerized selection program to obtain psychometric efficiency with low air and water pressure drop.
Our packing, dispatch, installation, and maintenance process ensures efficient handling of our product.
We pack each unit firmly and securely, tailored to customer requirements — whether in fully assembled, semi-knocked-down, or completely knocked-down condition. Timely dispatch ensures smooth delivery, and our expert installation team installs on-site, ensuring proper setup and functionality.
Safeguard your products, enhance production, and minimise risk with our precision-engineered HVAC solutions for the pharmaceutical and food industries.