Discover tailored solutions built for performance and reliability.
Connect with usDJK centrifugal fans are available in belt-driven or direct-driven configurations, with a robust fan base constructed from heavy-duty steel profiles.
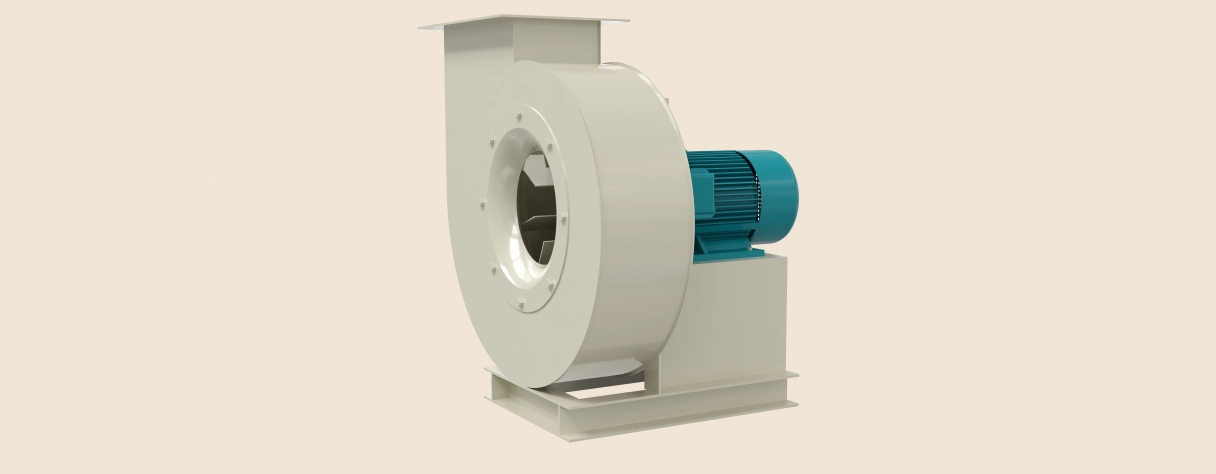
Backed by our in-house engineering and manufacturing capabilities, we offer complete customization to meet your specific project requirements. These heavy-duty fans are designed to handle air volumes of up to 80,000 m³/h and static pressures up to 10,000 Pa, making them suitable for demanding industrial and HVAC applications.
Design in backward-inclined, backward-curved, and radial blade configurations to suit varied performance needs.
Constructed with continuously welded heavy steel plates and a fully welded scroll for enhanced strength and rigidity.
Heavy-gauge welded housing with multiple standard discharge positions ensures dependable and versatile installation.
High-strength, low-alloy steel blades are continuously welded to the backplate and hyperbolic wheel cone, with a cast iron hub lock-bolted for added durability.
Centrifugal fans offer efficient performance with non-overloading horsepower, precision-engineered wheel inlet cone, and stability under varying pressure.
Statically and dynamically balanced wheel.
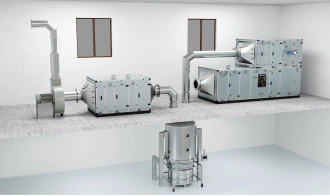

The Air Processing Unit (APU) plays a critical role in pharmaceutical granulation processes, ensuring optimal air quality and precise temperature control for equipment such as Fluid Bed Dryers (FBD) and Coating machines.
Know more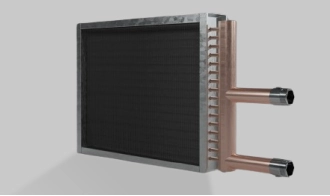

Our wide range of heat exchangers and coils are selected using computerized selection program to obtain psychometric efficiency with low air and water pressure drop.

Smart AHU (Air Handling Unit) efficiently manages airflow, temperature, and humidity for optimal indoor air quality. With an integrated control panel, it operates seamlessly without needing a Building Management System (BMS), ensuring easy installation and energy efficiency.
Know moreOur packing, dispatch, installation, and maintenance process ensures efficient handling of our product.
We pack each unit firmly and securely, tailored to customer requirements — whether in fully assembled, semi-knocked-down, or completely knocked-down condition. Timely dispatch ensures smooth delivery, and our expert installation team installs on-site, ensuring proper setup and functionality.
Safeguard your products, enhance production, and minimise risk with our precision-engineered HVAC solutions for the pharmaceutical and food industries.